| |
OXT氧气压力调节阀组 |
1、产品简介及用途
本产品适用于氧气管道、氧气(包括液氧)贮罐后的供氧网络、氧压机、液氧泵气化器后的工艺用氧主干管和分支管等输配网络,为这些用户点提供安全稳压的氧气流。
2、结构特点及工作原理
2.1本产品阀件的组合采用了“集成块”模式,设计合理,结构紧凑。
2.2本产品由不锈钢无缝管、硅黄铜氧气截止阀、无导泄压氧气截止阀、KOSO型氧气压力调节阀、异径三通、异径接头、90°弯以及铜阻火器等构成。
2.3本产品有两种结构形式
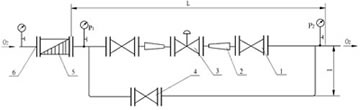
a、设置独立阀门室的氧气压力调节阀组,见附图1,其手动调节阀的阀杆可用接长操作手柄从防护墙外进行安全防护作业。
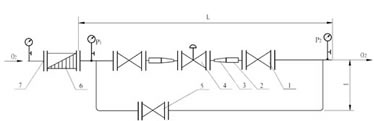
b、对于DN≤125的氧气压力调节阀组,可以不设独立阀门室,但应按氧气安全技术规程的规定,在调节阀的前后必须设置FPV-T型铜质阻火器,阻火器的长度L9≥1500。见附图2。
2.4阀组工作原理是:系统中的主干管和分支管为并列的二个通道,阀组投运时先启动分支管道上的先导泄压氧气截止阀,可平缓地减少阀组两侧的压力差;当压力差等于或小于0.3MPa时,再起用主干管,并关掉先导泄压氧气截止阀,可避免气体流速过大而使元件发热所造成的意外事故,确保安全送气。
3、阀组主要技术性能参数表(设计压力P=3.15MPa) |
管道通径
DN |
Qma(P1=3MPa)
Nm3/h |
Qmin(P1=1.8MPa)
Nm3/h |
KOSO调节阀通径DNx |
先导截止阀通径
DNx |
出 口 氧 压
P2(MPa) |
40 |
1870 |
1150 |
40 |
20 |
炼钢工艺用氧点
P2=1.6±0.5MPa
连铸切割用氧点
P2=1.2~1.4MPa
机修氧焊、切割
P2=0.8~1.0±0.5MPa |
50 |
2930 |
1790 |
40 |
20 |
65 |
4950 |
3035 |
50 |
25 |
80 |
7500 |
4600 |
80 |
25 |
100 |
11730 |
7190 |
80 |
25 |
125 |
18330 |
11235 |
100 |
25 |
150 |
26400 |
16180 |
125 |
2 |
200 |
46930 |
28770 |
150 |
32 |
250 |
73330 |
44950 |
200 |
40 |
300 |
105600 |
64730 |
250 |
40 |
|
| 4、设独立阀门室的氧气压力调节阀给的基本结构和尺寸见附图1和附表1 |
|
1、氧气截止阀
2、异径管
3、KOSO氧气调节阀
4、先导泄压氧气截止阀
5、氧气过滤器
6、带颈对焊钢制管法兰 |
|
| 附图1 设独立阀门室的氧气压力调节阀组示意图 |
| 附表1 |
DN |
40 |
50 |
65 |
80 |
100 |
125 |
150 |
200 |
250 |
300 |
L |
2750 |
3000 |
3260 |
3260 |
3640 |
3910 |
4170 |
4510 |
4780 |
5170 |
I |
500 |
500 |
500 |
500 |
500 |
500 |
500 |
500 |
500 |
500 |
|
| 5、不设独立阀门室的氧气压力调节阀组(DN≤125)的基本结构(附图1)和外形尺寸表(附表2) |
|
附图2 不设独立阀门室的氧气压力调节阀组示意图
1、氧气截止阀2、阻火器3、异径管4、KOSO氧气调节阀
5、先导泄压氧气截止阀6、氧气过滤器7、带颈对焊钢制管法兰 |
| 附表2 |
DN |
40 |
50 |
65 |
80 |
100 |
125 |
L |
5750 |
6000 |
6260 |
6300 |
6680 |
6870 |
I |
155 |
160 |
175 |
185 |
200 |
200 |
|
| 6、本阀组可采取紧缩布置的形式:即将先导泄压截止阀跨接在带旁通孔的第一截止阀的进口侧(调节阀前方)和第二截止阀的出口侧,但在订货时应选取带旁通孔的氧气截止阀。 |
| |